Cette page est seulement compatible avec Klipper
Cet article concerne uniquement la détermination de vos vitesses/accélérations maximales absolues. Cela ne signifie pas nécessairement que ces vitesses ou accélérations seront pratiques pour imprimer, et en fait, vos vitesses/accélérations maximales seront souvent bien plus élevées que ce qui est raisonnable pour une utilisation quotidienne (pour une meilleure longévité).
C’est très utile pour diagnostiquer les problèmes de sauts de moteur, et pour optimiser les moteurs de 0,9°. Cependant, vous pouvez également utiliser ces vitesses pour les déplacements (mais les déplacements rapides ont des retours décroissants significatifs sur les temps d’impression globaux). Ou simplement si vous êtes amateur de compétitions de vitesse d’impression.
Notes :
- Les moteurs de 1,8° peuvent généralement atteindre des vitesses/accélérations supérieures à celles des moteurs de 0,9°.
- Par exemple, mes moteurs LDO de 0,9° 2a atteignent une limite d’environ 450 mm/s. Mes moteurs OMC de 1,8° 2a pourraient atteindre près de 800-1000 mm/s. Vous pourriez être capable d’obtenir de meilleures performances de vos moteurs en augmentant les courants (voir ici pour plus d’informations), mais faites attention à ne pas les pousser trop haut.
- Vous pourriez également obtenir des accélérations maximales plus élevées en utilisant un formeur d’entrée, et vous voudrez peut-être réajuster vos accélérations maximales après avoir réglé le formeur d’entrée.
- Les systèmes à tension plus élevée (par exemple 24v contre 12v) peuvent également généralement atteindre des vitesses/accélérations supérieures.
Méthode
Réglez d’abord les accélérations maximales, puis les vitesses en second.
Le test d’accélération nécessite cependant des vitesses raisonnablement rapides pour garantir la précision. Assurez-vous que votre max_velocity dans votre configuration est réglé sur cette vitesse raisonnablement rapide que vous savez déjà fonctionner de manière fiable.
Il existe une certaine interaction entre les accélérations et les vitesses.
Étape 1
Ajoutez cette macro à votre fichier printer.cfg.
Si votre imprimante est un modèle delta, utilisez plutôt cette version
Étape 2
Chauffez complètement votre imprimante si elle est enceinte
Idéalement, le test devrait être réalisé à la même température de chambre que vos conditions d’impression habituelles.
Étape 3
Exécutez la macro TEST_SPEED en utilisant les instructions ci-dessous avec des accélérations croissantes jusqu’à ce que vous constatiez des sauts.
Commencez avec un petit nombre d’itérations.
Exemple : TEST_SPEED ACCEL=5000 ITERATIONS=2
Une fois que vous constatez des sauts, réduisez l’accélération et essayez à nouveau jusqu’à ce qu’il n’y ait plus de sauts.
Étape 4
Une fois que vous avez trouvé une valeur maximale approximative, refaites le test avec un grand nombre d’itérations.
Ceci est essentiellement un test de torture prolongé.
Exemple : TEST_SPEED ACCEL=5000 ITERATIONS=50
Si vous constatez des sauts lors des tests prolongés, réduisez à nouveau la vitesse.
Étape 5
Utilisez une valeur légèrement inférieure à vos résultats.
Parfois, un maximum qui fonctionne parfaitement, même dans des tests de torture prolongés, peut sauter pendant les impressions réelles. Prenez une marge de sécurité un peu plus basse.
Étape 6
Sauvegardez votre nouvelle accélération maximale dans max_accel de votre config et RECHARGEZ.
Étape 7
Utilisez la calculatrice graphique d’accélération dans le bas de la page de ce lien pour trouver la vitesse maximale théorique pour votre accélération/zone d’impression. Gardez-la en mémoire pour l’étape suivante.
Voici un exemple, pour une imprimante de 300 mm, avec une accélération max de 3500
Notez que le motif de test est par défaut en retrait de 20 mm pour aider à éviter les collisions. D’où la distance de 260 mm (300-20*2)
Le champ “vitesse désirée” est surtout arbitraire pour nos besoins. Entrez n’importe quoi ou utilisez la valeur par défaut.
Cette ligne jaune montre que nous atteindrions théoriquement un peu plus de 900 mm/s à cette accélération/distance.
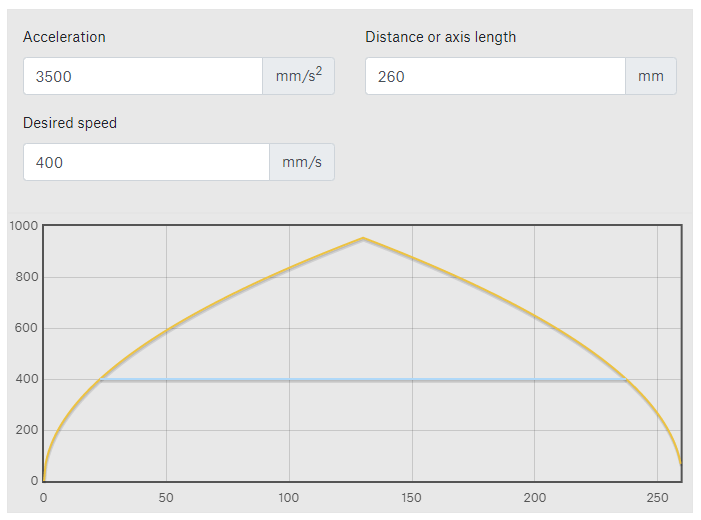
La ligne bleue montre simplement jusqu’où une vitesse donnée serait maintenue (400 mm/s dans cet exemple – choix arbitraire)
Étape 8
Répétez le processus (étapes 1 à 6), cette fois en augmentant les vitesses plutôt que les accélérations.
- Gardez à l’esprit que vous ne pouvez monter qu’à la valeur maximale théorique que vous avez trouvée à l’étape précédente.
- Dans la plupart des cas, cette valeur est très élevée et ne pose pas de problème.
- Cependant, dans certains cas, vous pourriez vous demander pourquoi vous pouvez atteindre des vitesses apparemment “infinies”. Cela signifie probablement que votre imprimante n’est pas réellement capable d’atteindre la vitesse demandée avec cette accélération/distance !
- Une fois de plus, réalisez un “test de torture” prolongé une fois que vous avez trouvé votre limite approximative.
- Exemple : TEST_SPEED SPEED=450 ITERATIONS=50
Étape 9
Sauvegardez votre nouvelle vitesse maximale dans max_velocity de votre configuration et rechargez.
Utilisation de la macro TEST_SPEED
La macro est disponible ici.
Cette macro va initialiser la position (home), effectuer un QGL*, déplacer la tête d’outil selon un motif de test aux vitesses/accélérations spécifiées, et initialiser la position à nouveau.
*Si votre imprimante utilise QGL / n’a pas encore effectué de QGL. C’est important, car un portique déformé peut causer des problèmes d’alignement et des sauts.
Vous devrez observer, écouter, et comparer les sorties du terminal avant/après.
Arguments disponibles
(omettre l’un d’eux utilisera la valeur par défaut)
- SPEED – Vitesse en mm/sec.
- Défaut : votre max_velocity
- ACCEL – Accélération en mm/sec².
- Défaut : votre max_accel
- ITERATIONS – Nombre de fois que le motif de test est répété
- Défaut : 5
- BOUND – (Normalement, vous n’avez pas besoin de spécifier/modifier ceci) À quelle distance insérer le motif de test « large » des bords (en mm). Cela aide juste à éviter que la tête d’outil ne heurte les côtés après de petits sauts, et prend également en compte les dimensions de l’imprimante imparfaitement réglées.
- Défaut : 20
- SMALLPATTERNSIZE – (Normalement, vous n’avez pas besoin de spécifier/modifier ceci) La taille de la boîte du petit motif de mouvement à effectuer au centre (en mm). Défaut : 20
⚠️Notez que les vitesses/accélérations que vous entrez peuvent remplacer le max_velocity et le max_accel dans votre config.
Exemples
TEST_SPEED SPEED=400 ITERATIONS=50
TEST_SPEED ACCEL=10000 ITERATIONS=50
Déterminer si un saut a eu lieu
Étape 1
- Regardez et écoutez.
- Souvent, le saut sera très évident. Votre tête d’outil peut commencer à trembler et à faire des mouvements erratiques et des bruits forts.
Étape 2
- Si aucun saut majeur apparent n’a eu lieu, vérifiez les sauts mineurs :
- Inspectez la sortie du terminal G-code :

- Ces nombres représentent la position en micro-pas de la tête d’outil à la position maximale X/Y.
- Assurez-vous que la différence entre ces nombres n’a pas dépassé un pas complet.
- Par exemple, je fais fonctionner des micro-pas de 32 pour mes moteurs A et B. Je m’assurerais que les valeurs pour chaque axe n’ont pas changé de plus de 32.
- Si le nombre a dévié de plus que cela, cela signifie que l’axe correspondant a probablement sauté.
- Mesurer jusqu’à un pas complet tient simplement compte d’une certaine imprécision de l’interrupteur de fin de course. Cela ne signifie pas nécessairement que des micro-pas ont été perdus. Pour les interrupteurs de fin de course à effet Hall, vous devrez peut-être mesurer jusqu’à quelques pas complets. Ils peuvent être un peu moins précis et dériver thermiquement.